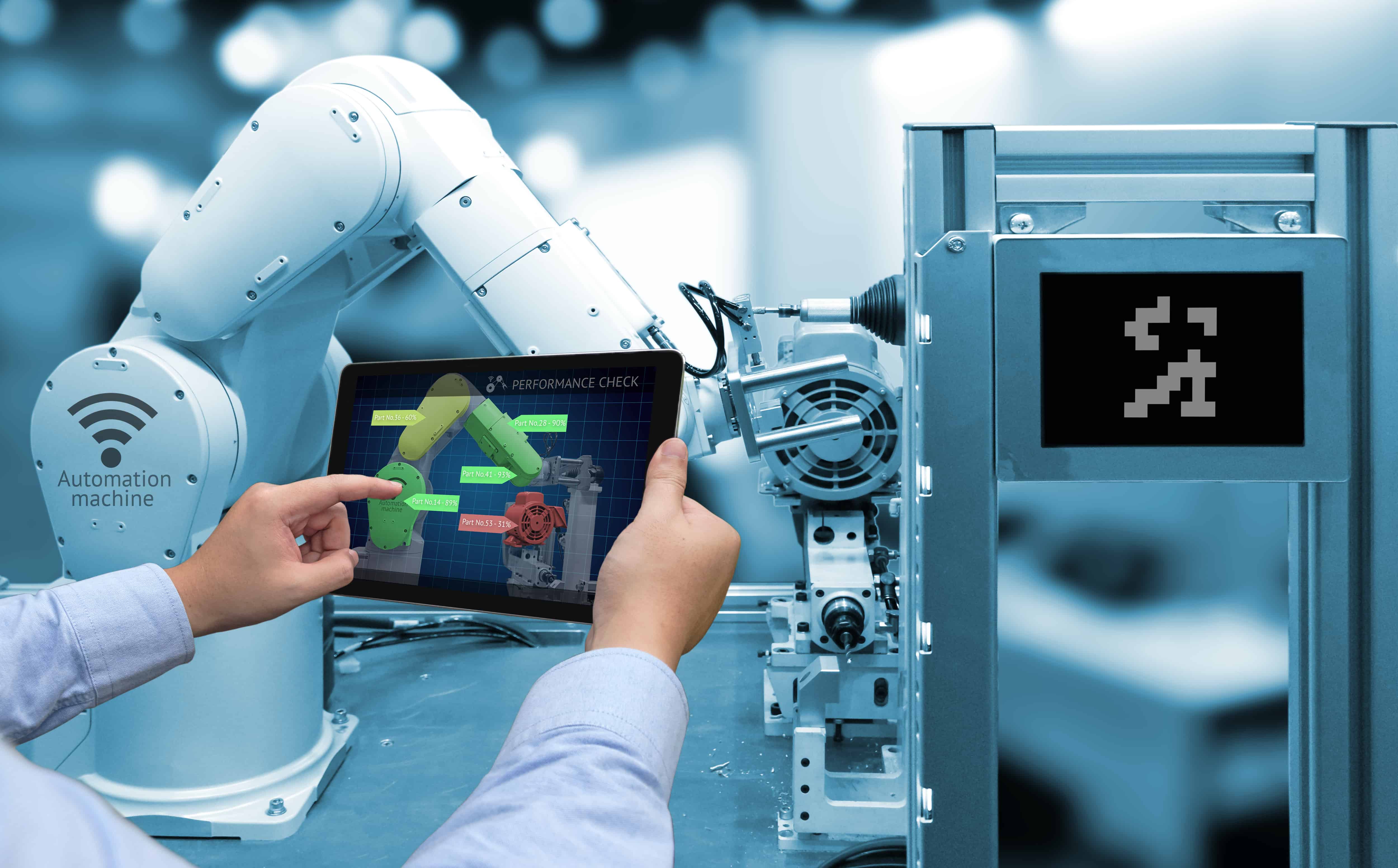
Visual work instructions for a manufacturing process. What are they and why are they useful?
Firstly, having things explained in a clear visual way, can speed up the training process, reduce errors and help to standardise processes across a manufacturing company. Secondly, this can lead to improved productivity, efficiency and quality.
Visual work instructions mean taking photographs and videos of how the ideal manufacturing process should be performed. The aim is to make it easier for new hires and the team to replicate that process more closely.
They say a picture’s worth a thousand words. Having one video or image makes it clearer for people than having text instructions explaining how something should be done. In the past, generating those instructions would have meant taking pictures, printing them out on paper and putting them into a folder or on a work cell somewhere. However, these days using tablets and screens across the factory creates a great solution for digital visual work instructions. An operator can just scan a barcode, it presents it to them and walks them through the process.
This video covers the principles of visual work instructions and the easiest ways to get them used across your business. So, watch the video to see how this works with the key features in our Tascus manufacturing execution system.
Digital manufacturing travellers in a manufacturing process are required for traceability purposes. It’s where you record every stage and every operation in the manufacturing process that’s been completed. You capture key information like quality inspections, measurements, batch numbers or serial numbers of components that have been used as part of the process. Also, things like key process information, such as, if it’s been cured in an oven, for how long, at what temperature and by who.
Collecting all this information can be quite a big task in a manufacturing process. Traditionally it was done on paper. So every order that went through a factory had a job pack in there. It had the manufacturing traveller, and operators would just initial it and write what they’ve done as it progresses through the manufacturing process.
These days you can create digital manufacturing travellers. It means your business is moving towards going paperless. It can lead to fewer mistakes and it means that any issues are identified earlier. For example, If there’s a measurement that’s out of range. There’s no need to write it down and wait until the error is picked up at the end of the process. It can be electronically, entered as soon as it happens. People can be notified about it and corrective action can be taken immediately.
Within Tascus Manufacturing Execution System, digital manufacturing travellers are a key component of that. So, every production sequence that you run, creates a manufacturing Traveller. So let’s take a quick look at how that works in Tascus.
How would you get started with implementing a Manufacturing Execution System? There’s quite a lot already happening in manufacturing, and the process itself is complicated enough as it is. But what really affects the bottom line, is how you manage these processes. A MES is the best option for effectively managing your operations with automated data collection, organised digital filing, and accessibility.
It’s only normal to have reservations before implementing a new structure into your business. However, it’s also important to remember the positive extent to which your company will flourish once you have a clear, efficient system. If you can monitor, track, and improve your operations, software solutions are your best bet to regain total control.
Here are five steps to get you started on successfully implementing a manufacturing execution system into your company and make a positive impact on your business.
Step 1 – Apply a Strategy
This is about understanding what impact or what difference you want it to make to your business.
For example, a company decides they need a MES. They’re at a stage in their growth to potentially expand their manufacturing process. However, they realise if they expand with their existing systems, with people writing on paperwork and scanning in documents etc, that the amount of admin would get completely out of hand. It wouldn’t be sustainable. Putting in an automated, systematic process, could be a key strategy driver for your whole decision making and implementation process.
Other strategies we see, are customers driving people to have a solid quality control and product traceability process. This could be to do with becoming more competitive, adding advantages, cutting lead time, or being more responsive. It could also be about capturing real data to drive continuous and productivity improvements.
What MES system you use, what you do with it and how you track it, will depend on which path you go down. Deciding at management level what the strategy is for the business over the next five to 10 years, will help identify how a mes will help that strategy.
Step 2 – Set Goals
Once you have set your strategy, you need to set some specific goals. These will give you a clear benefit when they’re implemented in your business.
These will probably be driven by the KPIs you’re already using in your business. This may be a productivity-based one like OEE, or a customer one, for example, on-time delivery or lead time.
Setting goals based on your KPIs will also give you a clear cost justification. If you can say that your productivity will increase by 10%, you can calculate the benefit to the business and help justify the time and money expenditure. Additionally, any cost of improvements can be tied into the benefit that it will give in sales, versus the investment you need to make into the system.
Step 3 – Map Out Your Existing Manufacturing Process
Look for opportunities where the mes can slot in to your existing manufacturing process and make a big impact.
What you’re looking for initially is the 20% of activities that cause the most mistakes. What takes the longest amount of time and are there any data entry issues? This can include things such as operators writing up measurements or maintenance checks on pieces of paper and inputting information into Excel spreadsheets. Anything that involves lots of downstream manual work is prime for taking out and being replaced by a MES.
Use the map as a basis to figure out how a mes can slot into your existing process alongside the strategy and goals you’ve set up. See how it can make the biggest impact in terms of guiding and training operators; capturing data; doing quality checks; building a traceable record or scheduleding planning or maintenance tasks.
Step 4 – Establish a Team
Identify a team and the key roles of the people who will be involved in successfully implement the MES.
You need to establish who’s going to lead the project and deliver on the ROI needed for the business. Someone who understands the overall goals and can stay focused on the business outcomes, without getting tied down in the tactical details.
You need people who will be involved in training and getting existing operators on board. It’s going to be quite a big culture change within the business, impacting people at every level and changing their day to day work practices. Therefore, having an effective trainer who understands culture change is important to the success of the project.
You do also need people who understand the technical details. People who can administrate the system, work with the supplier and get it installed and integrated into your business.
Step 5 – Capture the Process
Once you’ve decided how the MES is going to fit into your manufacturing process, you can capture the detail for each manufacturing operation.
You could put a video camera on someone as they go through their shift and how they build a product. Use this to understand the detailed steps. Ideally, what should end up in the MES, is a record and instructions for how to follow your manufacturing process. You need a clear, accurate understanding of the representation of your manufacturing process first, so people can follow it in the future.
Often what happens if you go off existing work instructions and standard operating procedures, is that when you go out into the factory and onto the production line, in reality, people aren’t following those processes to the letter at all.
So go out there, get videos, get photos and get it documented. As a starting point, capture what’s happening in reality and put that information into the mes. Capturing that process detail will ensure you have a stable and consistent process going forward. You can optimise it and improve it further, from there.
Summary
To summarise, the five steps to get started with a manufacturing execution system are:
Apply a strategy
Set some goals
Map your existing manufacturing process
Create a team with wide-set skills
Capture the process detail with videos, pictures and written documents.
Once you’ve completed these tasks, you’ll be well prepared to decide what you need from a MES.
Download a Free guide showing you how to increase your productivity by 30%, reduce production lead times & provide a more responsive customer service.
Manufacturing travellers are product document packs where every single manufacturing process is recorded for tracking and component purposes. These travellers have always worked well in terms of tracking and quality assurance, but are you perhaps wasting time with duplicate entries?
A manufacturing process has tons of irrelevant and redundant procedures that might not be worth including in your manufacturing travellers. In fact, duplicating entries may even confuse the entire process even more. Think about it, if you need to find specific entries or data, you’ll have to sort through all the doubles to finally get to the relevant data you’re looking for.
All these concerns boil down to one simple point: what is the most efficient way of completing manufacturing travellers without worrying about duplicate or pointless information? In this video, we’re going to discuss the four key features to include in a manufacturing traveller to ensure all your processes are running at optimal productivity.
Order Information
This should cover things like who the customer is; what the product is; what the batch quantity is. Also, if there are any special requirements, for example, colour options or different voltage levels. These should all be clear on the manufacturing travellers. As a result, whoever gets it will know exactly what is being built, who it’s for, or if it’s for stock.
High-Level Product Routing
These are the operations that need doing and the sequence in which they need to be done. Also, if there are any preconditions like doing something in a specific order, it should be clear on the travellers.
Standard Times
These are the standard times in the MRP system, or that come from engineering. They show how long it should take to do each operation. As a result, it is clear what is expected to build product efficiency and reach the required productivity.
Data Capture
So the key things that you need are – who did each operation, when they started and when they finished. Potentially, you can capture the actual cycle times, or when it was done. Thereafter, you can go as far as batch quantity, serial numbers, and inspections and checks that need doing. Typically, this information lives on the manufacturing travellers and moves with the product until it gets finished. Following that, the data gets processed at the end of the line.
Summary
So to recap, the four things I think are needed in manufacturing travellers are:
Order information.
Product routing.
Standard times.
Clear, easy data capture fields.
Unleash the Power of Digital Manufacturing
Download our free Digital Transformation Starter Kit to set the gold standard for operational clarity and excellence.
Every successful business has its own methods of achieving. More likely than not, if you have a successful business, you probably have high demand and make excellent profit from it. However, you can have as many clients lined up as you wish, but are you in control of your manufacturing capacity? In other words, can your manufacturing process keep up with demand and within customers’ timelines?
Businesses are so focused on constantly boosting sales and growing the business, they often forget about ensuring the manufacturing part can keep up with the selling part.
Manufacturing capacity planning is the process of ensuring the amount of materials, capacity, and demand align and balance each other out. In this video, we’re going to explore six ways you can perform capacity planning in your manufacturing process to ensure you meet the demands of your customers, while making the revenue you need.
There are 4 main Capacity Planning techniques to help you prepare to meet order demand, and we’ll cover each one in more detail in this post.
Overall Factors
Manufacturing Capacity Planning using Overall Factors (CPOF) is the simplest, roughest method of capacity planning:
It uses accounting data only.
Taking historical order demand data.
It estimates overall labour and machine hour capacity requirements.
Plans are usually done on a weekly or monthly period.
Pro’s
Minimal Data requirements.
Easy calculation.
Cons
Inaccurate if there are long lead times or lots of WIP.
When To Use It
When product mix & labour division across work centres remains constant.
Just In Time Manufacturing where lead times are short and WIP is low (inaccuracies in the method are minimised).
Capacity Bills
This is still a rough estimating method but captures capacity across work centres better.
BOM, routings and standard times for each operation are required.
Labour and machine data is required for each operation.
Add up the total standard time for every item in the BOM.
Split this time across the work centres and combine with the Master Production Schedule order quantities to calculate capacity for each work centre & overall.
Data can come from engineering measurements, or accounting data.
Pro’s
This method is useful in identifying production output restrictions at specific work centres.
Also good when order volume is not constant – i.e. is cyclical.
Resource Profiles
This takes capacity bills data and adds time phasing i.e. scheduling one operation after previous sequentially.
Total workload remains the same, but the capacity requirement at each work centre changes (usually reduces), enabling you to optimise each work centre by loading more work.
Pro’s
Better estimate of capacity for work centres.
Con’s
More complex calculation.
When To Use It
When you’ve got more work centres, or when you’ve got under / over utilised work centres.
Capacity Requirements Planning (CRP)
Not a rough estimate, this is a real time planning method using live MRP data.
Pulls in data from the MRP system for materials, lead times, stock availability, WIP, scrap and other usage.
Needs all data mentioned previously – BOM, routing, standard times – Plus – MRP planned orders, stock and work centre WIP data.
Pro’s
More accurate than rough estimate methods over shorter time periods because of real time data.
Con’s
Requires an MRP system.
Requires more data, and more complex calculation.
And now, linked to capacity planning is production scheduling, which uses a capacity planning method to plan out a detailed production schedule.
Finite Capacity Scheduling
Takes the CRP method and adds all order data from the Master Production Schedule. It then slots in orders when they can be completed, based on the availability.
If there is an under capacity problem, it will schedule in orders as soon as possible, which may lead to orders being planned after they are due. It would be up to the system user to increase capacity to complete orders on time.
It simulates jobs starting and stopping to create a detailed schedule, and loads all jobs into work centres for the duration of the plan.
Advanced Production Scheduling
Scheduling becomes more complex when you need to schedule products using component parts with a complex build schedule.
I.e. if all components for a product are 90% complete, nothing can be completed, because the product requires all to be 100% complete.
Fininte planning systems handle this by adding extra time or budget for additional capacity, leading to under utilised systems.
Advanced Production Scheduling systems (APS) are finite loading systems that handle the entire product, including all component parts to build a comprehensive production schedule.
Why Use APS?
An APS can lead to significant reductions in lead time and inventory, sometimes up to 85%.
Summary
There are several methods for manufacturing capacity planning:
Overall Factors – simple for JIT with low WIP & constant order volume.
Capacity Bills – handles varying order volume.
Resource Profiles – accounts for longer lead times.
Capacity Requirements Planning – most accurate method for short and medium term.
And 2 production scheduling methods:
Finite Capacity Scheduling – basic scheduling method based upon CRP.
Advanced Production Scheduling – when products include complex BOMs with manufactured components.
Unleash the Power of Digital Manufacturing
Download our free Digital Transformation Starter Kit to set the gold standard for operational clarity and excellence.
Control is an imperative part of any manufacturing process, and reducing variation is a big step in ensuring control. Why? Because variation is a clear indicator that your manufacturing process is out of control. A high-quality process means the difference between delivering a good or bad product. And if you do end up stopping the process in its tracks before a potentially bad delivery, it could mean double the work, resulting in double the expenses.
The bottom line is this: Reducing variation is a big first step in improving the quality of manufacturing processes – from quantifying the effects, to looking at the process itself, and more. We have five easy-to-follow steps at your disposal for you to learn how to reduce variation and deliver excellent products. Be sure to watch the video below to get the scoop on these five steps!
Quantify Effects
You need to quantify what the effects are as a result of the variation. For example, if bad products are getting through to your customers and having to be returned, what’s the cost of that? What’s the value of that? Is it in the cost of the rework?
You need to understand these costs so that when you embark on a project to reduce the variation, which will have costs itself and consequences in the manufacturing process, you’ ‘ll have something to justify the return on investment from the project.
Materials
Materials coming into the factory is often the number one cause of variation in your manufacturing process.
So, firstly you need to determine if your material suppliers are subject to strict quality controls and inspections. Secondly, if you have multiple suppliers, are the quality and consistency of the materials coming from both suppliers the same?
Investigate this and check that you are getting consistent materials. That’s going to be key to ensuring you get good quality out of your manufacturing process.
Process
Do you have a standard repeatable manufacturing process with fixed, identified stages and gates for everything to go through?
For example, does what happened today on the day shift and tomorrow on the night shift, go through the same process?
Ensuring that this happens is key to getting consistent and low variation products out of your factory.
Measurements
You need to identify some measurements that will be signifiers of low variation in your products. This could be measuring diameters, sizes, electrical measurements, surface finishes etc.
What are the key measurements that you could take during the process to signify whether your processes under control or not? This is called statistical process control (SPC).
If you trend the performance within an upper and lower limit and see the trend go towards one of the extremes, you know that something’s happening to push the process in that direction. It’s a trigger to do something about it. So taking measurements is key to understand how well you’re doing.
Monitor
You may have lots of detailed measurements, but identifying a few high-level KPIs will help you identify key trends in your manufacturing process. This will tell you whether you’re on track to a low variation.
It might be the results of the functional tests at the end of your production line, or a key measurement of the materials coming in. Make sure you identify two or three things which you think have the biggest impact. Track those over time and that will tell you if what you are implementing is putting you on track to improvement.
Summary
So the five steps for reducing the variation in your manufacturing process are:
Quantify what the variation is costing you at the moment, in terms of either time and money.
Look at the materials coming into your factory.
Establish a standard process where everything goes through in the same way.
Start taking measurements to check if things are of low variation.
Establish some key KPIs to help you monitor and report how well your process is doing.
Unleash the Power of Digital Manufacturing
Download our free Digital Transformation Starter Kit to set the gold standard for operational clarity and excellence.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.